EFW pipe divison consists of a JCO forming press, helical / spiral mill, inside and outside welding system, heat treatment furnace and testing facilities.
Welding process employed is gtaw for root-pass and saw/tig for final pass with suitable filler wires as prescribed by aws specifications and asme boiler and pressure vessel code, section-ix. These facilities are capable of manufacturing austenitic and various duplex grades.
We supply EFW electric fusion welded pipe to the folowing industries on a global scale:
For pipes or tubes size 4 inch (10.2mm) OD and below, strip is fed into a set of forming rolls which consists of horizontal and vertical rollers so placed as to gradually from the flat strip in to a tube which is then allowed to pass the welding electrodes. The electrodes are copper disks connected to the secondary of a revolving transformer assembly.
The copper disk electrodes make contact on each side of the seam and temperature is raised to the welding point. Outside flash is removed by a cutting tool as the tube leaves the electrodes, inside flash is removed either by an air hammer or by passing a mandnel through the welded tube after the tube has been cooled.
This is termed as Electric Resistance welded or ERW tube/pipe. If this ERW is being drawn further to get desired size of tubes or pipes, in cold condition is called as Cold Drawn welded or CDW.
This process is used for pipes from 24″ to 36″ i.e 610mm to 914mm OD. Flat plate is first pressed into U and later O shape.
The O shape is placed in an automatic welder and backed up on the inside by a water cooled copper shoe. Two electrodes in close proximity and used. The electrodes are not in actual contact with the pipe. The current passes from on electrode through a granular flux and across the gap in the pipe to the second electrode. The high temperature of the arc heats the edges of the plate, a welding rod placed just over the seam is thereby melted and metal is deposited in the groove.
After the outside weld has been made, the pipe is conveyed to an inside welder where a similar operation is carried on, except that no backup shoe is need.
welding member combination is applying pressure through the electrodes, the use of current through the joint area of the contact surface and the adjacent heat generating resistance welding process method, Also known as contact welding. It has excellent toughness and dynamic load strength, welding deformation.
Commonly used spot welding, seam welding and butt three.
In the field of fluid medium transmission, polyethylene (PE) pipe is wide attention in recent years and has been the rapid development of new pressure structure.
Compared with the traditional metal pipe, polyethylene piping systems for light weight, strength and specific rigidity, durability, corrosion resistance, insulation, composite capacity and resistance to fracture. Easy to manufacture and installation, and low cost, the typical service life of up to the metal several times and can save a lot of energy production and use. It is used in the field of urban water supply and drainage and gas transportation and distribution system, agricultural irrigation and drainage systems, factories, mines ventilation system and mud, ore pipeline transportation.
Polyethylene piping systems for manufacturing and laying pipe connection between the impact of an important part of its structural integrity and lasting strength. Since polyethylene molecular chain by a methylene group, and having a high degree of symmetry. Determines its polarity is low, so the connection of the polyethylene pipe can not be used solvent bonding method using only mechanical connection or welding. Practice shows that the welding is a high-quality, high-efficiency plastic pipe connection technology. More mature welding techniques include socket weld, butt welding, fusion welded.
Heating wire which are fused welding molten weld has been the development and promotion of the construction is simple, portable field devices, welding speed, and soon. The basic principle is the high resistance of the wire pre-embedded in the plastic casing wall. Plug, Walter current, electric heating wire to make it around the plastic Division Heating and melting into each other, to form a weld cooling. Its main disadvantage is: (1) when the plastic melts and a small amount of current, closely-spaced heating wire are overlapped with each other to cause a short circuit failure often makes welding; (2) the high cost, the heating wire embedded within the plastic injection molding process and mold complex, will inevitably lead to the high production costs of the welded joints; (3) Upon completion of the welding, electric wire remaining in the weld affect performance, on the one hand, on the other hand, cause unnecessary alloy material waste.
Prepared using the carbon felt polyethylene laminated composite conductive composites as fusion welded materials is feasible during power-up, the resistance of the composite rate of change is very small, can be heated to the melting temperature of polyethylene. Composite molding process parameters temperature of 160 ° C, time 10 min, pressure 10 MPa, the resistance of the composite control in a 100 W. Factors affect the weld strength of the fused heating power, heating time, they impact on the weld strength is mainly attributed to the influence of the temperature of the heating layer, when the temperature of the heating layer is controlled within the range of 140 220 ° C, to obtain satisfactory weld strength. Therefore, the type of input power, it is possible to select an appropriate heating time to achieve the desired welding effect. Electrofusion welding, the presence of a heat affected zone in the vicinity of the heating layer in the melted layer and the heat-affected zone, the degree of crystallinity of the polyethylene, the crystal size will be changed, so that the properties of the material affected.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |
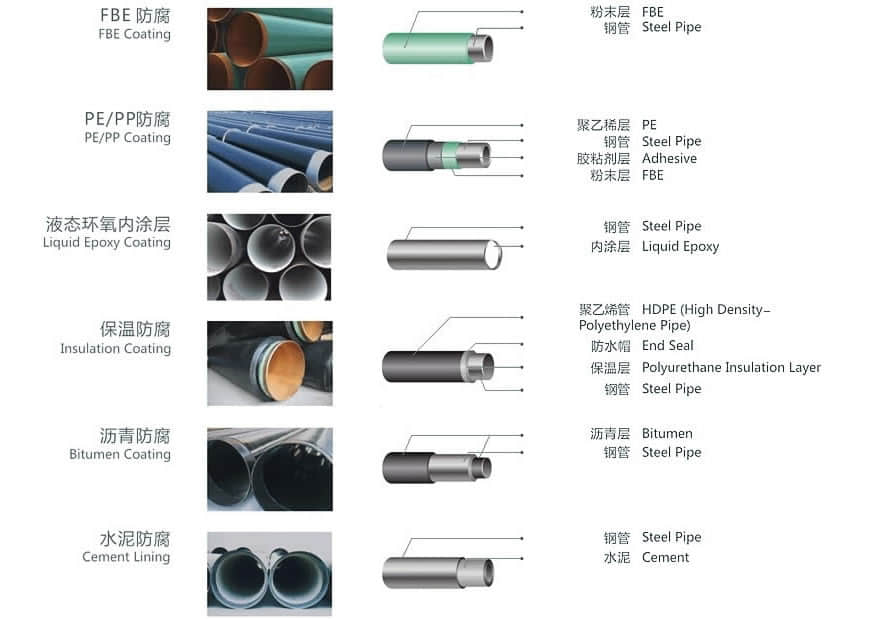
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
The basic principles of urban gas pipeline coating selection: